

Det nominelle tryk for en hydraulisk cylinder indstilles ikke vilkårligt. Den er udtømmende beregnet ud fra flydespændingen af cylindercylindermateriale, vægtykkelsesstruktur og lejegrænse for tætninger. Det nominelle tryk for almindelige standardmodeller tager 16 MPa som den grundlæggende designværdi.
Denne parameter matcher den sikre lejegrænse for almindelige kulstofstålcylindre, standard polyurethantætninger og konventionelle styrestrukturer, og fungerer også som den mest almindelige udvælgelsesstandard for entreprenørmaskiner og trailerhydrauliksystemer. I faktisk drift tillades det øjeblikkelige anslagstryk kortvarigt at overstige det nominelle tryk, mens det langsigtede kontinuerlige arbejdstryk ikke bør overstige 85 % af den nominelle værdi. Dette er kernedesignprincippet for at undgå intern lækage, accelereret forseglingsældning og cylindercylinderdeformation.
Under langsigtede overvurderede trykforhold vil den indvendige væg af cylindercylinderen producere en let elastisk deformation, og det matchende mellemrum mellem styremuffen og stempelstangen vil forskydes, hvilket beskadiger den oprindelige præcise tolerance på 0,02-0,03 mm.
Med mellemrummet forstørret intensiveres den sideværts strømning af hydraulikolie, og stempelringen bærer ujævn kraft, hvilket fører til gradvist delvist slid. I den senere fase vil der opstå almindelige fejl som intern lækage, utilstrækkelig løftekraft og hurtig belastningsudligning, hvilket også er væsentlige årsager til hyppige hydrauliske fejl i udstyr på stedet.
Omgivelsestemperaturen på 20℃–30℃ er det optimale matchende område for design af tætningsmateriale. Polyurethan- og nitrilgummitætninger opretholder standardværdier for hårdhed, elastisk kompression og oliebestandighed.
Under denne tilstand passer tætningslæben jævnt med cylindervæggen og holder konstant forspænding, hvilket bibeholder stabil olietætningsydelse i lang tid uden unormalt slid og deformation.
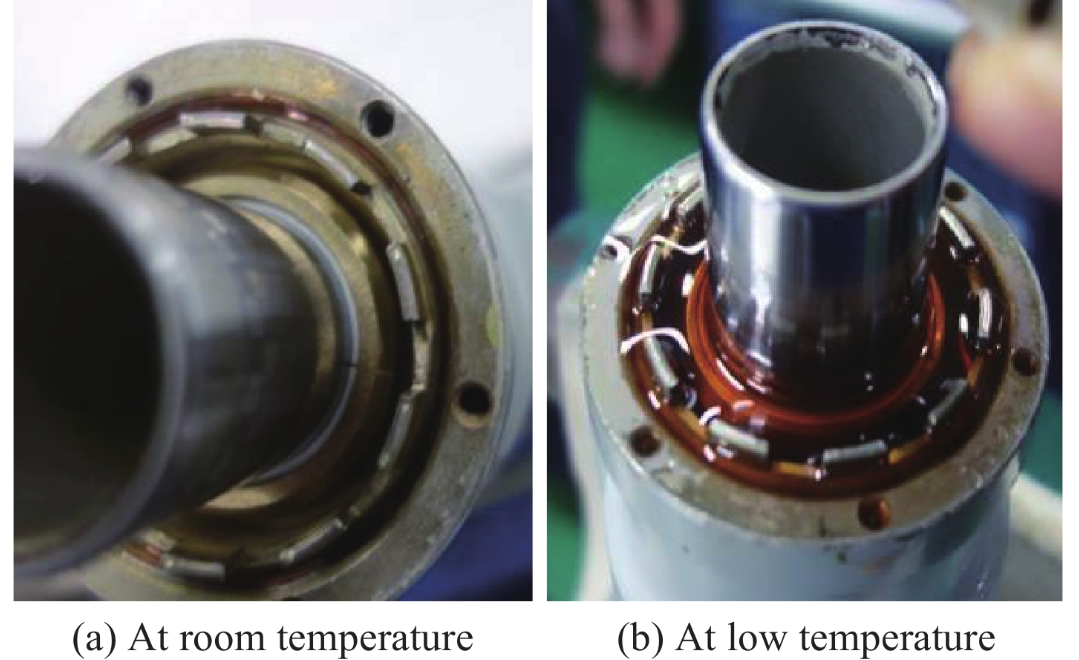
Når temperaturen falder til under -15 ℃, falder tætningsmaterialernes molekylære aktivitet med højere hårdhed og lavere sejhed. Tætningslæbens tilpasningsfleksibilitet bliver dårlig og kan ikke kompensere for små huller adaptivt, hvilket er hovedårsagen til lavtemperaturlækage.
Langtidsdrift over 40 ℃ vil accelerere hydraulikolieoxidation og producere kolloide urenheder. I mellemtiden ældes tætninger og hærder hurtigere med reduceret elasticitet, hvilket forårsager gradvis, kontinuerlig lille lækage og påvirker den generelle driftsstabilitet.
Hårdforkromet galvanisering på stempelstænger er en standard industribeskyttelsesproces. For formelle masseproducerede produkter er pletteringstykkelsen strengt kontrolleret inden for 0,08 mm-0,12 mm.
For tynd belægning giver ikke tilstrækkelig modstand mod sandfriktion og korrosion, hvilket resulterer i ridser og rustpletter på kort tid under udendørs arbejdsforhold. For tyk plettering vil øge den indre overfladespænding og forårsage afskalning, beskadige overfladeglatheden og accelerere tætningsslid.

Overfladeruheden af færdige stempelstænger styres til Ra0,2–Ra0,4μm. Denne præcision imødekommer kravet om teleskopisk bevægelse med lav friktion og undgår at ridse tætningslæben forårsaget af mikrograter på overfladen.
For høj ruhed vil kontinuerligt slide forseglingen af mikroskopiske fremspring; mens alt for glat overflade reducerer olielagringskapaciteten og gør det svært at danne en stabil oliefilm, hvilket øger risikoen for tør friktion og forkorter levetiden for tætningskomponenter.
Flertrins hydrauliske cylindre har iboende strukturelle forskelle i slaglængde, effektivt virkeområde og oliepassagediameter for hvert trin. Modeller uden synkront optimeringsdesign vil producere positionsafvigelse under fuld-takt teleskopisk drift.
Bearbejdningskoaksialitet, styremuffefrigang og olieflowfordeling er tre kerneprocesfaktorer, der bestemmer synkroniseringsnøjagtigheden af flertrinscylindre.
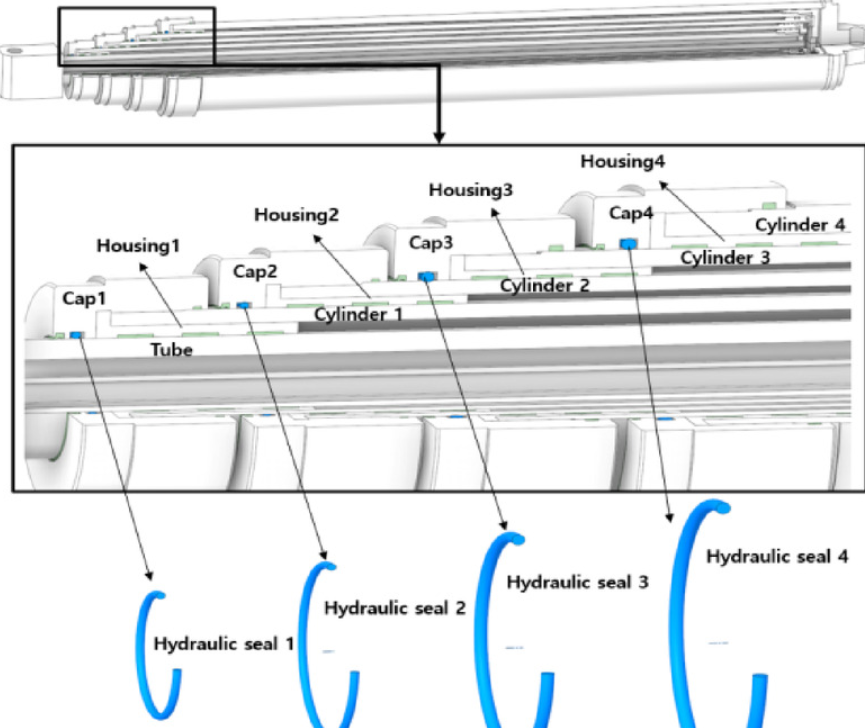
Indbyggede buffergasspjældstrukturer i begge ender afhydrauliske cylindrereducere flowhastigheden af hydraulikolie ved slutningen af slaget gennem den dæmpende effekt af gasspjældåbninger, hvilket undgår stift stød mellem stempel og endedæksel.
Rimelig bufferdesign svækker start-stop-påvirkning, reducerer den samlede udstyrsvibration og reducerer træthedsskader af svejsesømme og monteringsbeslag. Den er især velegnet til højfrekvente start-stop-scenarier såsom køretøjsmonterede løft, havnemaskineri og tungt landbrugsudstyr.
I industriens præcisionsmonteringsstandard er samlingsafstanden mellem styremuffe og stempelstang stabilt styret til 0,02 mm–0,03 mm.
For lille spillerum vil forårsage blokering og ujævn teleskopisk bevægelse på grund af termisk ekspansion, når temperaturen stiger; for stor spillerum øger den radiale rystelse af stempelstangen, hvilket fører til koncentreret excentrisk belastning og ensidigt slid, hvilket forkorter den samlede vedligeholdelsescyklus.
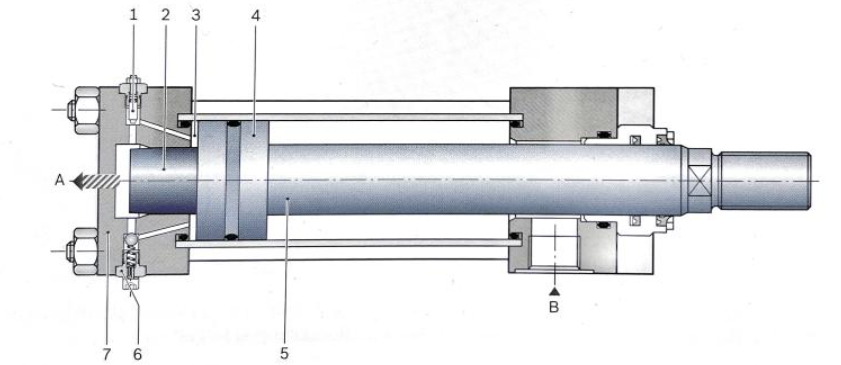
Samlingens koaksialitet af cylindercylinder, endedæksel, styremuffe og stempelstang er et centralt kontrolpunkt ved fremstilling og montering.
Hydrauliske cylindre med for stor koaksialitetsafvigelse fungerer under excentrisk kraft i lang tid, hvilket i høj grad øger sandsynligheden for ensidigt tætningsslid og lokal ridse i cylindervæggen. Det er også en vigtig teknisk årsag til åbenlyse levetidsforskelle mellem produkter med samme specifikation.



